
A product is rarely built from a single idea. It is built from parts, materials, drawings, specifications, suppliers, process decisions, and version-controlled changes. The Bill of Materials, usually called a BOM, is the structured document that turns this complexity into something engineers, buyers, planners, production teams, quality staff, and maintenance teams can actually use.
If a product is the final result, the BOM is the organized map behind it. It tells the organization what is needed, how much is needed, how items relate to one another, which version should be used, and how design intent becomes a manufacturable product.
The basic role behind product structure management
A Bill of Materials is a structured list of the items required to build, assemble, purchase, service, or manage a product. These items may include raw materials, electronic components, mechanical parts, fasteners, cables, labels, packaging materials, subassemblies, software modules, tools, consumables, and documentation references. In simple products, the BOM may look like a basic parts list. In complex manufacturing, it becomes a multi-level product structure that connects design, procurement, production, quality, and lifecycle management.
The working principle of a BOM starts with decomposition. A finished product is broken down into assemblies, subassemblies, parts, and materials. Each level shows how the product is organized. A cabinet assembly may contain a metal enclosure, mounting bracket, fasteners, cable harness, control board, label set, and packaging kit. The control board may contain resistors, capacitors, connectors, ICs, firmware references, and inspection requirements. This hierarchy allows the organization to understand not only what the product contains, but how those items are related.
This structure is important because different departments see the product from different angles. Engineering focuses on design correctness. Procurement focuses on purchase items and supplier availability. Production focuses on assembly sequence and work preparation. Finance focuses on cost. Quality focuses on traceability and compliance. Service teams focus on spare parts and replacement versions. A well-built BOM gives all these teams a common product language.
Without a controlled BOM, product information easily becomes scattered across drawings, spreadsheets, emails, supplier lists, ERP records, and workshop notes. This creates risks such as wrong material purchasing, inconsistent assembly, delayed production, incorrect cost calculation, and uncontrolled design changes. The BOM reduces these risks by making product composition explicit and manageable.
How item hierarchy turns design into executable data
The core mechanism of a BOM is hierarchy. A single finished product may contain multiple nested levels, and each level represents a different assembly relationship. This is different from a flat shopping list. A flat list may tell a buyer what to purchase, but it does not explain how the product is assembled or how one subassembly depends on another. A hierarchical BOM shows the parent-child relationship between each item.
For example, a finished device may include a main unit, a power module, a display module, a wiring harness, and an accessory package. The power module itself may include a PCB, connector, fuse, heat sink, screw set, and insulation sheet. By representing these relationships in levels, the BOM allows production teams to prepare materials according to assembly logic. It also allows planners to calculate requirements accurately when one subassembly is used in multiple products.
Quantity is another key element. A BOM does not only name parts; it defines the required amount per finished product or per assembly. If a product requires four screws, two gaskets, one cable, and one circuit board, those quantities directly influence purchasing, inventory reservation, production preparation, and cost calculation. Small quantity errors can create large operational problems when multiplied across hundreds or thousands of units.
Version and revision control make the hierarchy more reliable. Product designs change over time. A connector may be replaced, a PCB revision may change, a material may be substituted, or a label may be updated for a new market. The BOM must show which version applies to which product revision. If this is not controlled, production may assemble old and new parts together incorrectly.
This is why the BOM is often treated as a bridge between engineering data and executable business data. Engineering defines the product structure. The BOM translates that structure into records that ERP, MRP, MES, procurement, warehouse, costing, and production systems can use. It is the point where design becomes operationally actionable.
Key data fields that make the structure usable
A BOM becomes valuable only when its data fields are clear and consistent. A part name alone is not enough. Each item should normally include a part number, description, specification, quantity, unit of measure, material type, revision, source information, substitute options, reference designator where applicable, and usage relationship. These fields reduce ambiguity and help different teams interpret the same item correctly.
The part number is especially important because names can vary. One engineer may call a component a “power cable,” while another may call it a “DC harness.” Procurement may use a supplier description, while production may use a workshop nickname. A controlled part number creates a stable identity that remains consistent across systems. This prevents confusion when similar items exist.
The unit of measure also matters. A material may be purchased by meter, used by piece, stored by roll, or consumed by kilogram. If the BOM does not define the correct unit relationship, inventory calculation and purchasing plans may become inaccurate. In manufacturing environments, unit errors can lead to shortage, overstock, or incorrect cost analysis.
Reference designators are important in electronics manufacturing. They identify where components are placed on the circuit board, such as R12, C8, U3, or J5. Without this information, the BOM may list the components but fail to support assembly, inspection, or automated placement. In mechanical manufacturing, similar clarity may come from drawing references, position numbers, or assembly notes.
Substitute and approved manufacturer information improves supply flexibility. If only one supplier or one exact part is allowed, procurement may face delays when that item is unavailable. If approved alternatives are defined properly, purchasing teams can respond to shortages without violating design requirements. This is one of the ways a BOM supports both engineering control and supply chain resilience.
Engineering, manufacturing, and service views
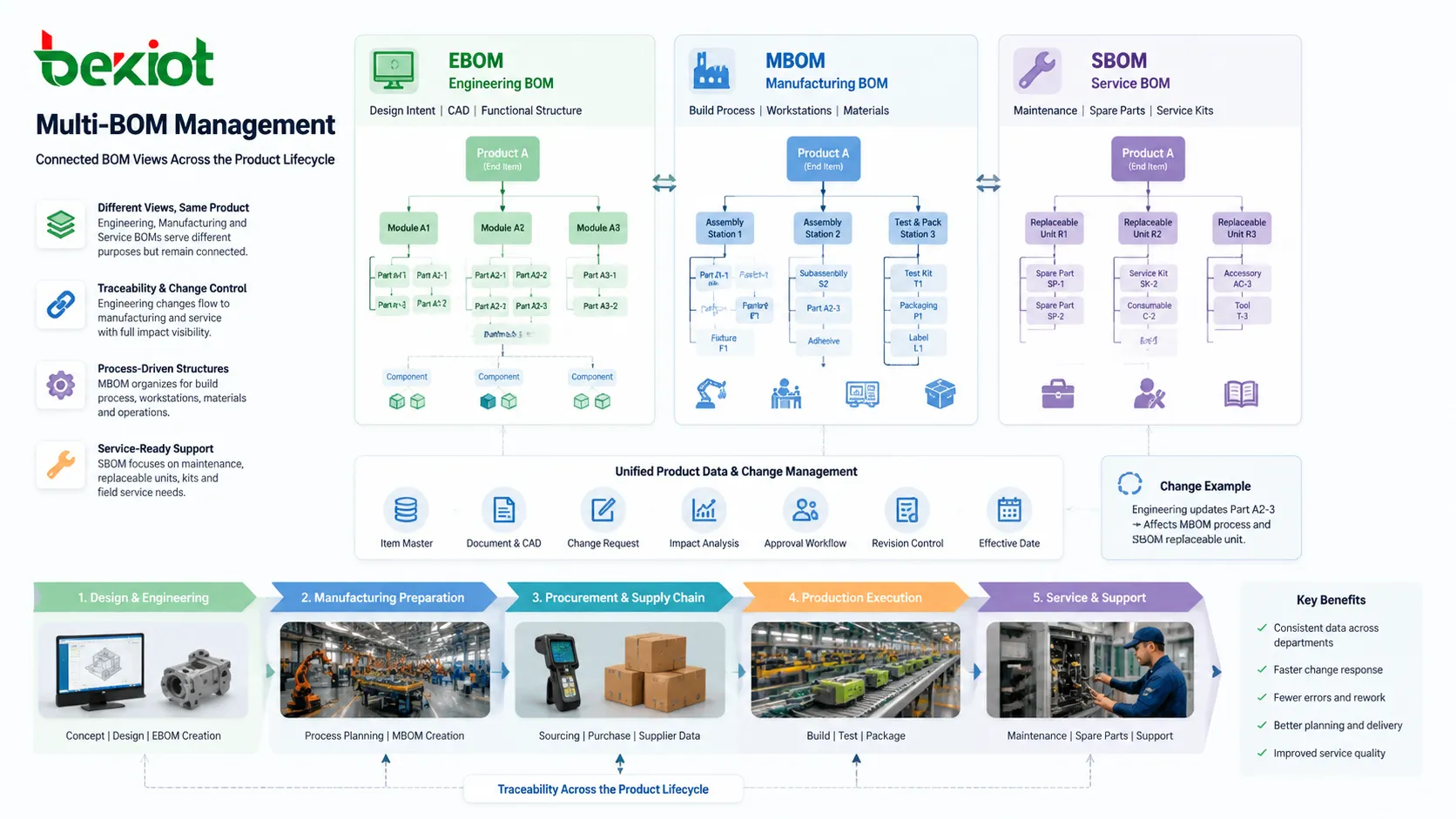
Not all BOMs serve the same purpose. A product may have different BOM views depending on the stage of the lifecycle and the department using it. The Engineering BOM, often called EBOM, reflects how engineers design the product. It is usually organized around design intent, drawings, CAD models, functional modules, and technical specifications.
The Manufacturing BOM, often called MBOM, reflects how the product is actually built. It may reorganize engineering items according to production process, workstations, assembly sequence, packaging, test fixtures, consumables, or outsourced subassemblies. An item that appears as one design module in the EBOM may be split into multiple production steps in the MBOM. Conversely, several engineering parts may be managed as a single purchased or preassembled unit in production.
A Service BOM focuses on maintenance, repair, and spare parts. It does not always include every internal part used in production. Instead, it identifies replaceable units, field-service kits, repairable modules, consumables, and spare accessories. This is important for after-sales service, warranty support, and long-term equipment maintenance.
These BOM views should be related but not confused. Engineering accuracy does not automatically equal manufacturing readiness. A product may be well designed but difficult to build if the manufacturing BOM does not include process materials, assembly order, packaging items, or test requirements. Similarly, a service team may not need the full production BOM but does need clear replacement relationships.
Good BOM management allows these views to coexist with traceability. When engineering changes a part, manufacturing must know whether the production process changes, and service must know whether older products in the field are affected. The BOM therefore becomes a coordination framework across the product lifecycle, not just a design document.
Material planning and procurement advantages
One of the most practical advantages of a BOM is accurate material planning. When the production team needs to build a certain quantity of finished products, the BOM allows the system to calculate required components through demand explosion. If one product requires two cable assemblies and each cable assembly requires four terminals, the planning system can calculate the total terminal requirement based on planned production quantity.
This calculation supports purchasing, inventory reservation, supplier scheduling, and warehouse preparation. Without a structured BOM, planners may rely on manual estimates or past experience. That may work for very simple products, but it becomes unreliable when products contain many parts, shared subassemblies, substitute materials, or frequent design changes.
A BOM also helps procurement teams identify long-lead items early. Some components may have extended delivery cycles, minimum order quantities, import restrictions, certification requirements, or supplier capacity limits. When these items are visible in the BOM, buyers can plan earlier and reduce the risk of production delays. The BOM becomes a tool for supply chain awareness, not only internal engineering documentation.
Inventory control benefits as well. If material requirements are calculated accurately, the organization can reduce both shortage and excess stock. Shortage causes production interruption, while excess stock ties up capital and increases the risk of obsolete inventory. A reliable BOM helps balance purchasing with real demand.
For companies managing multiple product models, the BOM also reveals shared components. If several products use the same power adapter, housing screw, connector, or packaging material, procurement can consolidate demand and negotiate better terms. This shared visibility is difficult to achieve when product structures are scattered across separate spreadsheets.
Cost visibility and financial control
A BOM provides the foundation for product cost calculation. Each component or material has a cost, and the quantity defined in the BOM determines the material cost contribution to the finished product. When labor, overhead, packaging, testing, logistics, and scrap factors are added, the BOM becomes part of a broader cost model used for pricing, budgeting, and profitability analysis.
Cost visibility is important during product development. Engineers may select parts based on performance, but each decision affects the final cost. If the BOM is connected to purchasing prices, supplier quotations, or standard costs, the design team can see the cost impact of component choices earlier. This supports design-to-cost decisions before the product enters mass production.
During manufacturing, BOM-based costing helps identify cost changes caused by material price fluctuation, supplier replacement, design revision, or process modification. If a key component price increases, the organization can analyze which products are affected. If a substitute material is used, finance and engineering can compare cost savings with performance or compliance implications.
Cost control also depends on BOM accuracy. If a BOM misses packaging materials, fasteners, labels, adhesives, or consumables, the calculated cost may appear lower than the real cost. These omissions can mislead pricing decisions and reduce profit margins. In competitive manufacturing, small unrecorded material costs can become significant when production volume increases.
A well-maintained BOM therefore supports financial discipline. It helps companies understand where product cost comes from, how changes affect profitability, and whether planned margins are realistic. This makes the BOM useful not only for engineers and production planners but also for finance, sales, and management teams.
Production execution and quality consistency
In production, the BOM acts as a controlled material instruction. It tells the warehouse which items to issue, tells the workshop which parts to assemble, and helps quality teams verify whether the right components were used. Without a reliable BOM, production teams may depend on informal knowledge, old drawings, or verbal instructions. This increases the risk of inconsistent output.
The BOM also supports kitting and line preparation. Before assembly begins, the warehouse can prepare the required materials according to the BOM. This reduces waiting time at the workstation and helps production flow more smoothly. For repeated production, accurate kitting improves efficiency because operators do not need to search for materials during assembly.
Quality consistency depends on using the correct version of each part. If two similar parts exist, or if a component has been revised, the BOM helps prevent accidental mixing. It defines which part belongs to which product revision. This is particularly important in electronics, machinery, medical devices, industrial equipment, and other products where small component differences may affect performance or compliance.
The BOM also supports inspection. Quality staff can compare actual assembly with the approved BOM. If a different component is found, they can determine whether it is an approved substitute, an engineering change, or a production error. This improves traceability and makes nonconformance analysis more objective.
In manufacturing environments with MES or ERP integration, the BOM may directly drive work orders, material issue, assembly instructions, barcode scanning, and production reporting. The more connected the BOM is to execution systems, the more important data accuracy becomes. A wrong BOM does not stay on paper; it can trigger real production errors.
Change management and version control
Products change for many reasons: component shortages, supplier discontinuation, cost reduction, performance improvement, safety correction, market customization, compliance update, or process optimization. The BOM provides the structure needed to control these changes. Without version management, teams may not know which products use which components or when a change should take effect.
Engineering Change Orders, or ECOs, are commonly used to manage BOM changes. An ECO may add a part, remove a part, replace a supplier item, change quantity, revise a drawing, or update approved substitutes. The BOM records the result of that change and helps communicate it to production, purchasing, warehouse, service, and quality teams.
Effective change management requires an effective date or effectivity rule. A new component may apply from a certain production batch, serial number, date, customer order, or product revision. If effectivity is unclear, production may mix old and new versions randomly. This creates quality risk and makes service support more difficult later.
Version control also supports field traceability. If a product fails in service, the company may need to know which component revision was used. A controlled BOM, combined with production records, helps identify whether the issue affects one batch, one supplier lot, one revision, or all products of a certain model.
The advantage of BOM-based change control is that decisions become traceable. Teams can see what changed, why it changed, who approved it, which products are affected, and how the change flows into production. This prevents design updates from becoming uncontrolled workshop improvisation.
Risk reduction in supply chain and compliance
A BOM helps organizations identify supply chain risk because it shows exactly which parts a product depends on. If a key component has only one supplier, long lead time, regulatory restriction, or high price volatility, the risk becomes visible. This allows teams to plan alternatives, approve substitutes, increase safety stock, or redesign vulnerable areas before production is affected.
Compliance management also depends on BOM data. Products may need to meet material restrictions, environmental rules, safety certifications, industry standards, customer requirements, or regional regulations. If the BOM contains material composition, supplier certificates, approved manufacturer lists, or compliance status, the organization can evaluate whether the finished product meets those requirements.
In electronics manufacturing, BOM data may support RoHS, REACH, conflict minerals, export control, or product safety documentation. In machinery or industrial equipment, it may support safety-critical component tracking, spare part control, and certification evidence. In software-related products, a Software Bill of Materials, or SBOM, may identify open-source components, licenses, and security vulnerabilities.
The BOM also helps with recall analysis. If a supplier announces a defect in a certain component lot, the company can check which products used that part and which customers may be affected. Without BOM traceability, the organization may have to inspect far more products than necessary or may fail to identify affected units accurately.
Risk reduction is not achieved simply by creating a BOM once. It requires continuous maintenance of supplier data, approved alternatives, compliance information, and change history. A BOM that is accurate today but ignored for two years can become a source of risk rather than protection.
Digital BOM management and system integration
Modern BOM management is increasingly digital. Instead of maintaining isolated spreadsheets, many organizations manage BOMs inside PLM, ERP, MRP, MES, or PDM systems. This improves control because product data can be linked with drawings, part masters, suppliers, costs, inventory, work orders, change records, and quality information.
PLM systems often manage engineering structure, revisions, drawings, approval workflows, and design collaboration. ERP systems use BOM data for purchasing, inventory, costing, and production planning. MES systems use BOM data for shop-floor execution, barcode verification, and assembly reporting. When these systems are integrated, the BOM becomes a shared data backbone rather than a duplicated document.
Digital management reduces manual errors, but only if data governance is strong. Part numbers must be standardized, naming rules must be consistent, duplicate items must be controlled, and approval processes must be clear. Otherwise, digital systems may simply spread bad data faster. A clean BOM depends on disciplined data management as much as software capability.
System integration also supports real-time visibility. If procurement updates a supplier price, cost analysis can change. If inventory is short, production planning can see the impact. If engineering releases a new revision, manufacturing can prepare for implementation. This connection between departments is one of the major advantages of digital BOM management.
For growing companies, moving from spreadsheet-based BOMs to structured system-based BOM management is often a major step toward mature operations. It improves traceability, reduces duplicated work, and provides a stronger foundation for scaling production.
Common mistakes when creating and using
One common mistake is treating the BOM as a one-time document rather than a living data structure. A product may change many times during development and production. If the BOM is not updated with each approved change, it quickly loses reliability. Teams may then create local copies, unofficial spreadsheets, or workshop notes, which undermines control.
Another mistake is missing small but necessary items. Screws, washers, labels, adhesives, protective films, packaging materials, test accessories, and consumables may seem minor, but they affect production readiness and cost accuracy. When these items are omitted, the workshop may face delays or finance may underestimate product cost.
Poor part naming is also a frequent issue. If similar parts have inconsistent descriptions, teams may purchase the wrong item or create duplicates in the system. A disciplined part numbering and naming standard reduces confusion. It also helps users search, compare, and reuse components more effectively.
Failing to separate EBOM and MBOM logic can create problems. Engineering may design a product in one structure, but production may build it in another sequence. If the BOM does not reflect manufacturing needs, the shop floor may have to interpret the design manually. This increases error risk and slows production.
A final mistake is ignoring ownership. Someone must be responsible for BOM accuracy. Engineering, manufacturing, procurement, and quality all contribute information, but the organization should define who can create, approve, revise, and release BOM data. Without ownership, BOM quality depends on informal habits rather than controlled process.
Value appears across the product lifecycle
The value of a BOM appears differently at each stage of the product lifecycle. During design, it clarifies product structure and component selection. During sourcing, it identifies what must be purchased and which suppliers are involved. During planning, it calculates material demand. During production, it guides assembly and material issue. During quality inspection, it supports verification. During service, it helps identify spare parts and revision history.
This lifecycle value is one reason the BOM should not be treated as a simple purchasing list. A purchasing list may answer what to buy for one order. A BOM answers how the product is constructed and how its data should be controlled over time. That difference becomes more important as products become more complex.
In mass production, BOM accuracy supports efficiency and repeatability. In customized production, it supports configuration control. In regulated industries, it supports compliance. In aftermarket service, it supports maintainability. In cost-sensitive markets, it supports margin control. The same data structure supports different business goals when it is managed properly.
BOM value also grows with scale. A small workshop may manage a simple product manually, but as product models, suppliers, revisions, and production volume increase, informal methods become fragile. A structured BOM gives the organization a scalable way to manage complexity.
Ultimately, the BOM is valuable because it connects product knowledge with operational execution. It helps ensure that the product designed by engineering is the product purchased by procurement, built by production, inspected by quality, costed by finance, and supported by service.
Conclusion
A Bill of Materials is far more than a static parts list—it is the structured backbone that turns product design into actionable procurement, production, cost, and service data. Its true advantage lies in the discipline it enforces: clear hierarchy, controlled versions, defined ownership, and cross-functional visibility. When the BOM is maintained as a living, governed record, it reduces supply chain risk, protects quality, supports traceable change, and connects every team that builds, buys, or supports the product across the full lifecycle.
FAQ
What is the difference between a BOM and a parts list?
A parts list may simply name items used in a product, while a BOM usually includes structured relationships, quantities, revisions, units, sourcing data, and lifecycle control. A BOM is more suitable for planning, procurement, production, costing, and change management.
Who should be responsible for BOM accuracy?
Engineering usually owns design accuracy, while manufacturing, procurement, quality, and finance may provide process, supplier, compliance, and cost information. The organization should define approval authority clearly so that BOM changes follow a controlled process.
Why do companies need both EBOM and MBOM?
The EBOM reflects how the product is designed, while the MBOM reflects how it is built. Production may require packaging, process materials, work sequence, or subassembly logic that is not fully represented in the engineering design structure.
How does a BOM help reduce production delays?
It allows planners to calculate material requirements, identify long-lead parts, reserve inventory, prepare kits, and detect missing items before production begins. Accurate BOM data reduces last-minute shortages and assembly interruptions.
Can BOM errors affect product quality?
Yes. Wrong quantities, outdated revisions, missing parts, unapproved substitutes, or unclear specifications can lead to incorrect assembly, inconsistent performance, failed inspection, or service problems after delivery.







